高周波誘電加熱の応用例
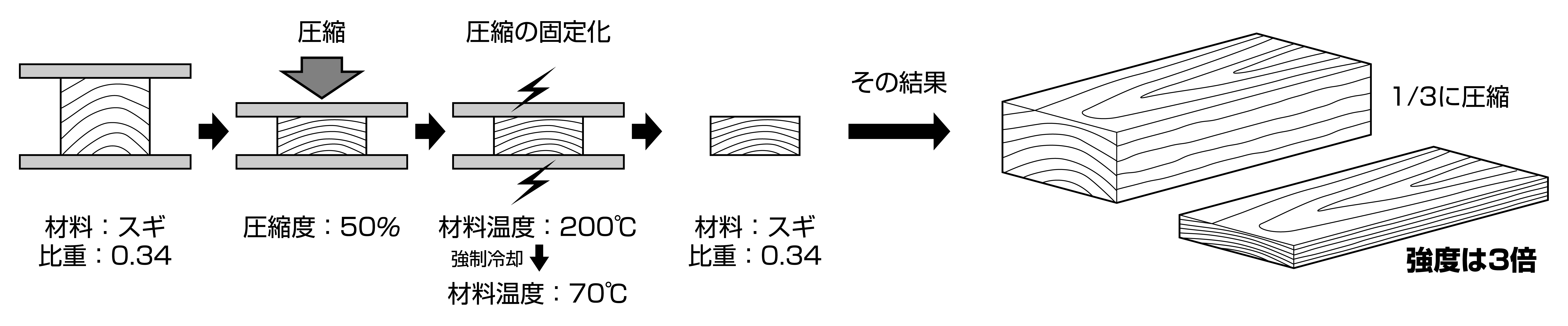
木材の材内は、樹木として生きていたときの細胞が空洞化して、微細なセル構造となっています。それを横方向に圧力をかけて中空のセル構造をつぶしたものが圧縮木材(圧密化木材)です。中空をつぶすことで表面が硬化すると同時に、材全体の強度が高まります。スギなどの比較的やわらかい樹種を圧縮木材にすることができれば、やわらかくて使いにくかった用途(たとえば、やわらかくて傷がつきやすかった床材など)への利用が広がります。
ただし、横方向に圧力をかけて乾燥させると一時的には圧縮変形されますが(この状態をドライングセットといいます)、水分と熱が加わると元の状態に回復してしまいます。圧縮木材として利用するためには、圧縮変形された状態を固定化しなければなりません。固定化の方法として、今、開発されている主な方法には次のような方法があります。
●フェノールやメラミン樹脂を使う樹脂合浸硬化処理
●180~200℃で5~20時間加熱する加熱処理
●耐圧容器中で180~200℃、1~1.6Mpaの高温高圧水蒸気で処理する水蒸気処理
※1~1.6Mpa(単位名はメガパスカル)は約0.1~0.16気圧
高周波誘電加熱によるドライングセットの固定化
木材を圧縮変形し拘束した状態で高周波誘電加熱を急激におこなうことで、木材内部を固定化処理に必要な180~200℃までに昇温させ、内部の水分を蒸発させることができます。このとき、木材内部は高温・高圧・高含水率状態に保たれるため、水蒸気処理と同じ原理で短時間に圧縮変形が永久固定化されます。これが高周波誘電加熱による固定化処理です。
水蒸気処理と同じ原理だと言いましたが、耐圧容器が不要なため、操作・管理がより簡単です。また、水蒸気処理では、材内に外部から水蒸気を供給しなければならず、そのために被処理材の寸法が制限されますが、高周波誘電加熱処理では内部の水分を水蒸気にするので、大断面材でも処理ができます。
しかし、圧縮木材の実用化にはまだ製造コストの壁があります。それは、今のところまだ加工コストがかかる上に、圧縮によって材容積が減少するために、容積当たりの単価がどうしても割高になってしまいます。
たとえば、圧縮率50%で製品厚さ30mmの圧縮木材を製造する場合は、60mm以上の原材料が必要となり、これを無垢材で調達するにはコスト的に現実的ではありません。そのため、コスト削減策の1つとして、集成材を製造するときのラミナ材を使用し、接着と同時に圧縮変形の固定化処理をおこなう積層木材圧縮製造方式が開発されています。
図7-8-1/圧縮木材製造の原理
電波加熱研究所トップ │ 高周波加熱 技術情報 │ マイクロ波加熱 技術情報 │ 無料で試験いたします │ よくあるご質問
技術情報をさがす 【 業界別でさがす │ 用途別でさがす │ 対象物でさがす │ 技術情報を読む 】