高周波誘電加熱の応用例
エネルギー削減と歩留まり向上効果
ヒノキ柱材の生産現場におけるエネルギーコスト削減と歩留まり向上効果について、ハイブリッド型乾燥機(積込容量42㎡×2室、高周波出力50kW×2台)と従来の蒸気式熱気乾燥機(高温乾燥)とを比較しました。乾燥対象材は、岐阜および長野県産のヒノキ製品サイズ120mm角の3m、4mが中心。乾燥スケジュールは(表7-7-6)のとおり、蒸気式高温乾燥機では計約6日(142時間)であったのに対して、ハイブリッド型では計3日(72時間)と、乾燥日数は半分でした。
表7-7-6/乾燥スケジュール
| ハイブリッド型乾燥 | 蒸気式熱気乾燥 | |||||
| DBT(℃) | WBT(℃) | 処理時間(hr) | DBT(℃) | WBT(℃) | 処理時間(hr) | |
|---|---|---|---|---|---|---|
| 蒸煮 | 95 | 95 | 10 | 95 | 95 | 10 |
| 高温セット+高周波 | 120 | 90 | 18 | 120 | 90 | 36 |
| 高温+高周波 | 105 | 80 | 12 | 100 | 70 | 24 |
| 中温 | 90 | 60 | 32 | 90 | 60 | 72 |
| 合計 | 72 | 142 | ||||
(図7-7-7)は、エネルギーコストの比較結果です。
蒸気式高温乾燥機については、個別に電力消費量や灯油消費量を把握することが困難なので、過去1年間の平均値を用いました。ハイブリッド型乾燥機については、導入後3ヶ月の平均値です。
ハイブリッド型乾燥機では、高周波誘電加熱の電気代が付加されたにも関わらず、処理時間の短縮により灯油の消費量、乾燥機の送風電気量ともに大幅に削減しました。その結果、蒸気式高温乾燥機よりもトータルで約35%のエネルギーコスト削減効果が見られました。
不良率については、同じ伐採時期の同一サイズ120mm角×3m材を用いて、生産現場でおこなわれる乾燥後モルダー前の検品でのハネ率を測定しました。
(図7-7-8)のとおり、ハイブリッド型乾燥機の不良率は、蒸気式高温乾燥機の約50%にまで削減することができました。
図7-7-7/エネルギーコスト比較
(電気代17円/kWh、灯油代120円/リットル)
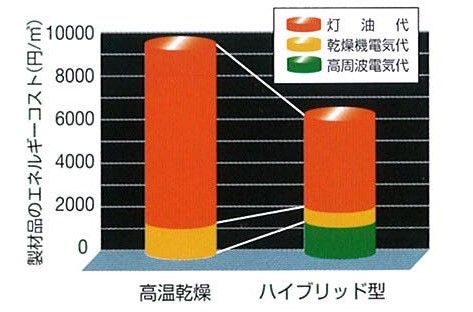
図7-7-8/不良率比較(モルダー前)

以上のように、ハイブリッド型乾燥機はヒノキ柱材の乾燥において、従来の蒸気式高温乾燥機と比較して、①エネルギーコストの削減、②歩留まりの向上があることが、生産現場から確認できました。(高周波・蒸気複合乾燥機におけるヒノキ材の材面割れ抑制処理に関する研究(2)、日本木材加工技術協会第24回年次大会要旨集、P21-22、2006)

電波加熱研究所トップ │ 高周波加熱 技術情報 │ マイクロ波加熱 技術情報 │ 無料で試験いたします │ よくあるご質問
技術情報をさがす 【 業界別でさがす │ 用途別でさがす │ 対象物でさがす │ 技術情報を読む 】