高周波誘電加熱の応用例
短時間で高品質を得られる高周波減圧乾燥
標準的な大気圧のもとでは水は100℃で沸騰しますが、気圧が下がれば、より低い温度で沸騰します。たとえば、圧力60torr(標準的な大気圧が760torrなので、60torrは標準的な大気圧の約8%)の減圧下での水の沸点は約41℃です。この原理を応用して減圧下で木材を乾燥させるのが減圧乾燥です。
高周波誘電乾燥は、圧力40~80torrの減圧下(標準的な大気圧の5~10%程度)では水の沸点は約35~50℃になるので、そのようなコンディションの中で高周波誘電加熱することによって、比較的低温で水分を蒸発・乾燥させる方式です。また、材内の蒸発した水分が気圧差によって外に押し出され、乾燥が促進されます。高周波出力は30~100kW、周波数は材料の寸法によって4~13.56MHzが選ばれます。
高周波誘電乾燥は他の人工乾燥に比べて、2分の1~3分の1の短時間で乾燥でき、変色や変形のない高品質な製品が得られるのが特長です。(図7-6-1)は木材の人工乾燥の種類ごとの乾燥経過を比較したものですが、高周波減圧乾燥が一定温度下でもっとも短時間に乾燥しているのがわかります。
図7-6-1/人工乾燥の種類別の乾燥経過
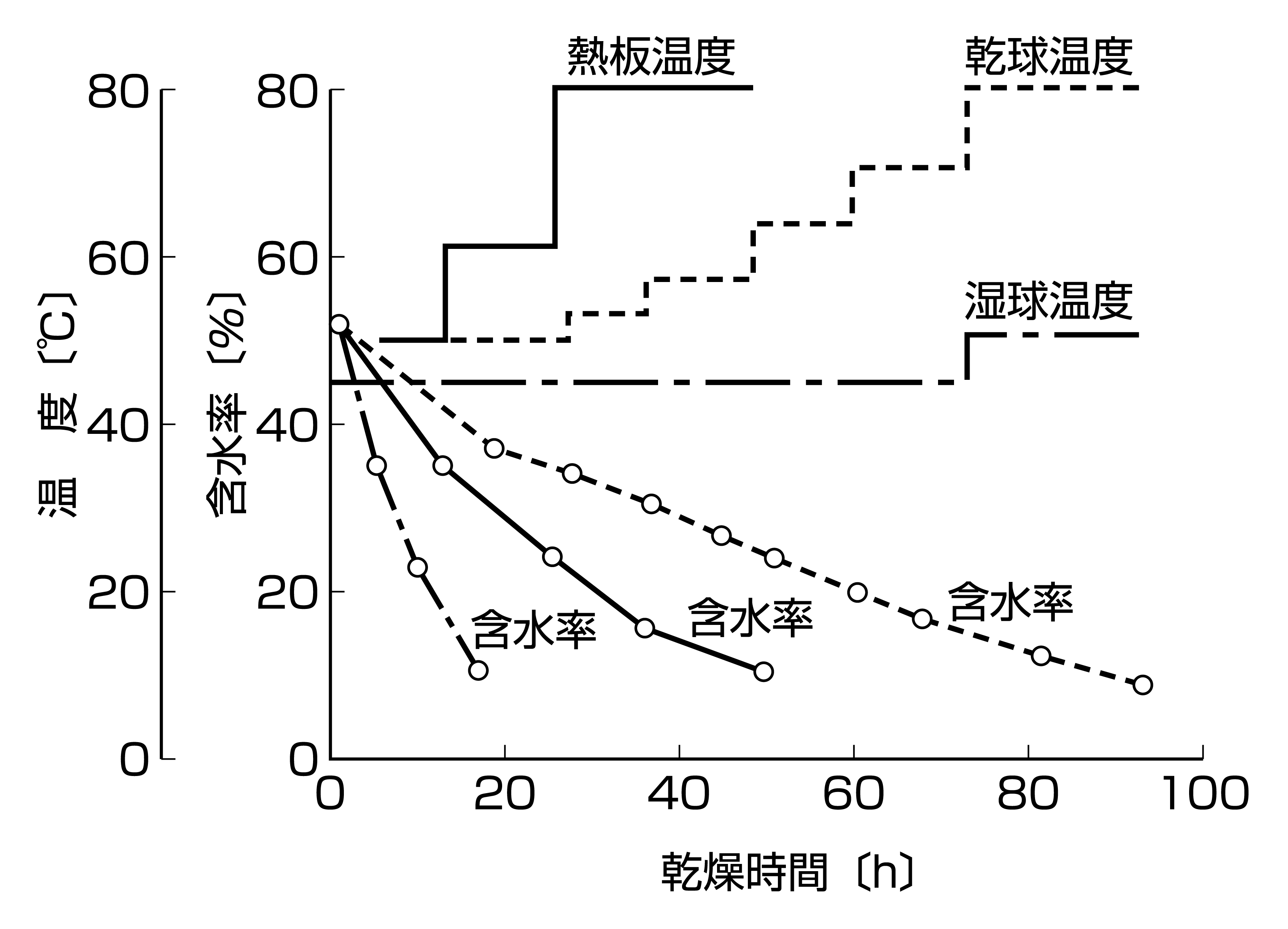
| 追柾目板 | 3cm厚 |
|---|---|
| 全乾比重 | 0.45 |
| エンドコーティング | な し |
左グラフの
●実線:熱板減圧乾燥
●破線:熱気乾燥
●一点破線:高周波減圧乾燥
高周波減圧乾燥装置の仕組み
減圧乾燥装置は鉄製の円筒缶体(まれに四角のこともある)に木材を収め、内部を真空ポンプで45~100mmHg程度の減圧状態にして乾燥する方式で、加熱する方法には温水熱板加熱式、高周波誘電加熱式、薄い電導体の板に低圧電流を流して発熱させるものなど、いろいろな方法があります。
減圧乾燥に適する木材は通気性が良く、材温が沸点以上に上昇しようとしたときに多量の水蒸気や水分が勢いよく材面から噴き出す材に最も効果的で、導管中にチロースを多量に含む材には不適当です。
高周波誘電加熱式は熱板加熱式よりも乾燥効率はよく、また、密着積みのまま乾燥できるので、缶体の容積も小さくて済みます。特に、結束した積層単板はそのままの形で、高周波で材温を上昇しながら強く圧締すると水分をかなり除去できるので、乾燥費は比較的安く、仕上がりも良好です。
高周波減圧乾燥装置は、缶体、真空ポンプ、高周波発振器、極板、冷却器、材温の測定と温度制御をする装置などから構成されています。機械配置図は(図7-6-2)です。
図7-6-2/高周波減圧乾燥装置の機械配置図(水冷式)
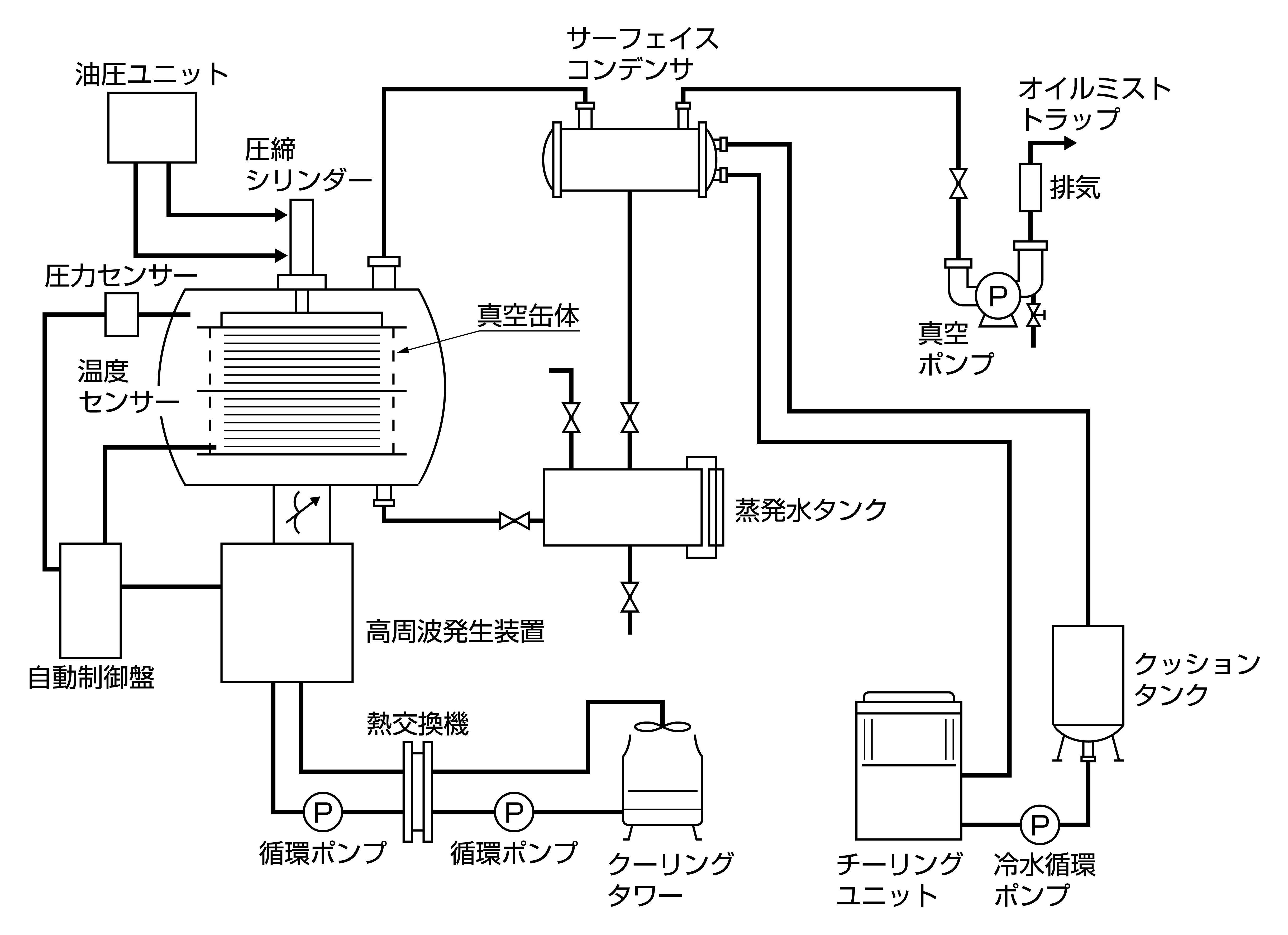
真空ポンプの容量は乾燥開始直後には大きな容量が必要ですが、乾燥進行中は蒸発した水分の一部が缶体内面で凝結除去されることによる減圧で、必要とする容量は空気の漏れと蒸発する水蒸気の一部を除去する程度に減少します。このように、乾燥進行にあわせて缶内圧力(蒸気圧)を一定に保つために、真空ポンプの自動調節が必要となります。
高周波誘電加熱は電子レンジのようなマイクロ波加熱と異なり電極が必要なため、極板との間に空間のできる不定形な材料の加熱効率はよくありません。また、減圧乾燥の制御は材温と減圧度の両面からおこないます。ただし、材温の測定は高周波の影響を避けるために、アース側極板の近くの材に穴をあけ温度計を挿入しておこないますが、アース側の電極付近は温度上昇が悪いため、被乾燥材の最高温度の掌握は正確にはできません。極板や温度計を入れる場所の選択には経験が必要です。
消費電力量は真空ポンプを含め、2.7cm厚程度の広葉樹材で材中の水分1kgを除去するのに2.5~3kWhを要します。乾燥時間の長いものは高周波印加時間の割には真空ポンプの稼働時間が増加するので割高になります。
減圧乾燥装置は特殊用途におこなうので、材により適否がありますが、適材に対しては極めて有効です。(寺澤眞氏著「木材乾燥のすべて」より抜粋)
電波加熱研究所トップ │ 高周波加熱 技術情報 │ マイクロ波加熱 技術情報 │ 無料で試験いたします │ よくあるご質問
技術情報をさがす 【 業界別でさがす │ 用途別でさがす │ 対象物でさがす │ 技術情報を読む 】