高周波誘電加熱の応用例
熱硬化性樹脂を用いて樹脂成形をおこなう場合、高周波誘電加熱によって事前に樹脂を硬化温度直前まで昇温しておく方法があります。これは、金型投入前に樹脂に充分な流動性を与えることによって、小さな成形圧力で金型に負担をかけずに成形でき、さらに、樹脂内のガス等を成形前に除去できるため、短時間に高品質の成形品が得られるからです。この高周波誘電加熱による事前加熱を高周波プレヒータといいます。
成形材料に使われる熱硬化性樹脂の主なものには、フェノール、メラミン、ユリア、エポキシなどの樹脂があり、粉末状あるいは固体化したタブレット状になっています。最近では、取り扱いやすいタブレット状が多く使われ、粉末状のものより密度や電気吸収が大きいのが特徴です。
成形機には、圧縮成形機やトランスファ成形機があります。特に、トランスファ成形機は射出成型機の原理を応用したもので、精度の高い複雑なものやインサートものに利用され、極めて高い生産性を有しています。
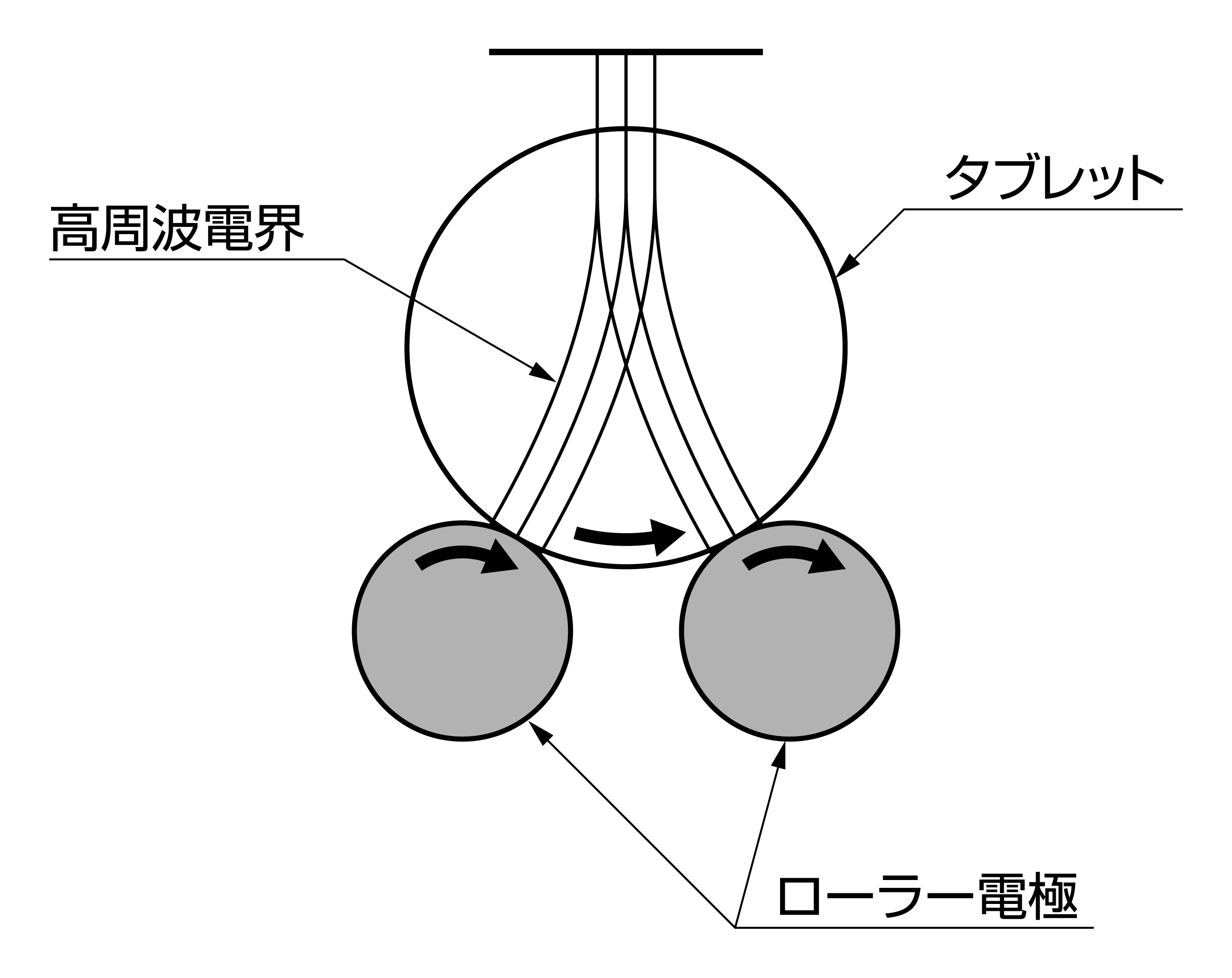
高周波プレヒータの電極構造には平行平板電極とローラー電極がありますが、ローラー電極はタブレットを高周波電界中で回転させて加熱するので(図7-3-1)、均一予熱と急速高温予熱(上部電極形状により電気力線が集中される)できるのが特長です。また、最近の半導体製品のモールド用に使われるプレヒータでは成形品の品質向上が大きく求められるため、予熱中の温度管理が重要となります。そのため、赤外線温度計を装備して、タブレットの温度が設定温度になると自動的に予熱が停止される方法が採用されています。
一般的に、プレヒータの出力は1kW~10kWで、周波数も10kWのものを除くと60MHz~70 MHzと他の誘電加熱装置よりも高くなっています。高周波プレヒータは高周波ウエルダーの次に多く生産されている高周波誘電加熱装置で、全国で数千台が稼働しているとされています。(出典:電熱NO.27、1986年 宇谷俊夫氏)
図7-3-1/ローラー電極
電波加熱研究所トップ │ 高周波加熱 技術情報 │ マイクロ波加熱 技術情報 │ 無料で試験いたします │ よくあるご質問
技術情報をさがす 【 業界別でさがす │ 用途別でさがす │ 対象物でさがす │ 技術情報を読む 】