高周波誘電加熱の応用例
高周波誘電加熱によってシート状の塩ビやナイロンなどの熱可塑性樹脂を溶接する方法を高周波ウエルダーといい、高周波ウエルダーによる溶接を「溶着」といいます。高周波ウエルダーの装置は、高周波誘電加熱装置の中では最も多く稼働しており、全国で数万台に上がるものと見られます。
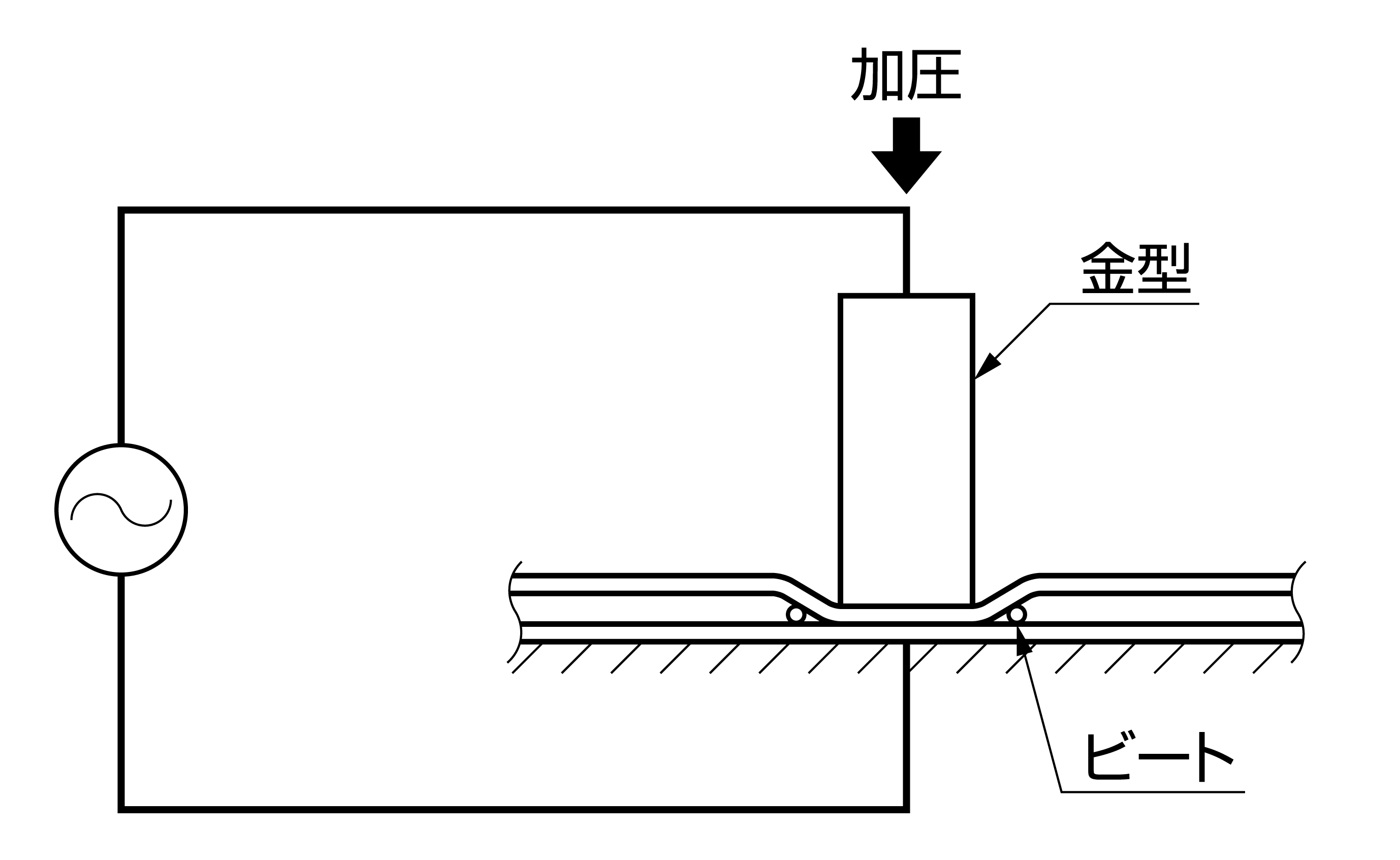
高周波ウエルダーの原理は、金型で押さえた2枚のシートの溶接部に一定の圧力をかけながら高周波電界を加えて数秒間で120℃~130℃に昇温させ、樹脂の溶接部を半液相状態まで溶かしてつなぎあわせます。そして、適当な時期に高周波電界を断って加熱を止め、圧締状態を保持したまま溶接層を冷却することで固定します。また、それによって、(図7-2-1)のように溶融ビートが形成され、樹脂の分子の結びつきが強くなります。
図7-2-1/高周波ウエルダーの原理
溶着面が美しく、溶着強度が強く、品質が均一な高周波ウエルダー
高周波ウエルダーは、外部加熱によるヒートシール法(他の熱源によって加熱された熱板を用いてシート表面から熱伝導によって加熱する方法)に比べて、美観、強度、品質にすぐれています。
ヒートシール法では、シート内の温度分布は熱板に接する表面の温度がもっとも高く、内部に向かうに従って低下し、中心の接合部の温度がもっとも低くなります。そのため、適切に溶接するには、中心部の温度を溶接可能な軟化温度にしなければならず、熱板の温度は軟化温度以上に高くしなければなりません。結果、シート表面は必要以上に加熱され軟化した樹脂が熱板面に付着し、糸引きを起こして著しく美観を損ねます。
また、軟化したシートを開放して冷却する際に、溶接面の収縮やシートの加熱部と非加熱部の温度差による歪みにより、溶接強度が低下する欠点があります。この欠点を補うために、シートを2重構造(ラミネート構造)として熱板に接する面に軟化温度の高い樹脂を使用して美観と強度確保に努めたりしています。
それに対して、高周波ウエルダーでは樹脂の誘電体損失によりシートそのものが均一に発熱します。そのうえ、電極自体は発熱しないのでシート内部の発熱は熱伝導によって電極に逃げ、ヒートシール法とは逆に、シート内の温度分布は中心部がもっとも高く、電極に接する部分でもっとも低くなり、樹脂溶接に対しては理想的な温度分布が得られます。圧締した状態のままで中心部の温度を冷却することができ、シートの収縮や歪みがほとんどありません。高周波ウエルダーは、溶着面が美しく、溶着強度が高く、製品の均一性にすぐれるという大きな特長をもっています。
超音波溶接法・インパルスヒーター方式との違い
樹脂溶接の方法はさまざまな方法がありますが、加熱と冷却を圧締保持のまま連続しておこなえるのは高周波ウエルダーのほか、超音波溶接法とインパルスヒーター方式の3方式があります。高周波ウエルダー以外の2方式は、製品の加工サイズに制限があるのが大きな欠点です。インパルスヒーター方式は15mm幅以下×2m以下の直線シールしか加工できず、超音波溶接法は300mm角程度までです。しかし、高周波ウエルダーは誘電率の低い樹脂(ポリエステル、ポリプロピレン等)の溶着が困難なので、樹脂の種類と仕上がりにより樹脂溶接の方式選定はおこなわれています。
電波加熱研究所トップ │ 高周波加熱 技術情報 │ マイクロ波加熱 技術情報 │ 無料で試験いたします │ よくあるご質問
技術情報をさがす 【 業界別でさがす │ 用途別でさがす │ 対象物でさがす │ 技術情報を読む 】