マイクロ波加熱の応用例
紙・印刷・塗装関係業界
(3) プラスチック容器の塗料膜の乾燥
大量に生産されるプラスチック製「お椀」などの塗装に使用されている塗料は低分子量の樹脂であり、プレポリマ-が橋架け用樹脂と化学反応を起こして高分子体の塗膜を形成する(Cross Linking Type)の塗料である。この反応促進には100~170℃の雰囲気中に20~30分間滞留させてエネルギ-を与えている。この乾燥工程にマイクロ波加熱を利用しない場合、通常大形の乾燥炉が使用されており、設置面積が大きく、装置周辺の雰囲気温度が非常に高くなり作業環境としては望ましくない状況にある。
塗膜の形成にマイクロ波加熱を利用すると前記欠点をカバ-する他、乾燥時間の大幅短縮、作業能率の向上などの効果が得られている。
表19.3.3は塗料のマイクロ波加熱と熱風乾燥の結果を比較したものである。塗膜の硬化度の判定は鉛筆硬度による測定とアセトン溶剤による塗膜の軟化の可否をチェックした。この結果、マイクロ波加熱は熱風加熱に比べて次のような相違がある。
(a) 塗料もプラスチック容器自身もマイクロ波加熱されるため、基材と塗料との密着性も良く、乾燥後の皺の発生が無い。
(b) マイクロ波加熱により急速反応が起るため、塗料の材質や加熱条件を適切に選択設定しないと塗料が発泡することがある。
(C) ユリア樹脂、フェノール樹脂の場合、マイクロ波損失係数が大きく基材自身がマイクロ波加熱され熱的損傷を受けることがある。
この結果、従来の熱風乾燥炉を利用した乾燥方法に対し、乾燥時間が約1/10と大幅に短縮可能で、メラミン樹脂塗料の一部に不適合はあるものの良好な塗膜が得られる結果となっている。
表19.3.3 マイクロ波乾燥と熱風乾燥した場合の塗料の特性比較
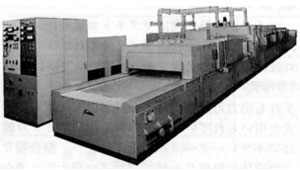
図19.3.34 漆器塗料膜乾燥装置
図19.3.34はプラスチック漆器塗料膜マイクロ波乾燥装置でマイクロ波出力15kW(周波数2.45GHz)、赤外線ヒータ容量 12kWのコンベヤ形加熱装置である。本装置の処理能力は稼働時間8時間で汁椀10000面、重箱で5000面程度である。
通常マイクロ波加熱装置のコンベヤはガラス繊維にテフロンを含浸した複合材製ベルトを利用するが、本装置では遠赤外線ヒ-タを使用しているため、何等かの異常が発生しコンベヤが停止した場合、その余熱によりコンベヤベルトが焼損することが懸念される。これを防止するため金属製スラットコンベヤを採用、スラット自体をオ-ブンの底部を形成するようにしたことが特長の一つである。当然ながら、オ-ブン側は固定、スラットは移動するため、電波漏洩防止には「λ/4・チョ-ク」を利用している。
電波加熱研究所トップ │ 高周波加熱 技術情報 │ マイクロ波加熱 技術情報 │ 無料で試験いたします │ よくあるご質問
技術情報をさがす 【 業界別でさがす │ 用途別でさがす │ 対象物でさがす │ 技術情報を読む 】