マイクロ波加熱の応用例
様々なマイクロ波照射方法
コンベアベルトの上に並べられた被乾燥物に対して均一にマイクロ波加熱し、均一な乾燥を行うためにはマイクロ波エネルギーの給電導波管の配置や電界を攪拌する方法に工夫が必要であり、次に代表的なものを示します。
(1)導波管多給電方式
本給電方式は図5-2のようにマイクロ波発振器で発生したマイクロ波を導波管で導き、オーブン内へ給電するものです。1台の発振器、1本の導波管、1個の照射口が、基本となっています。工業用マイクロ波加熱装置では大電力を必要とするため、2450MHzでは単位発振出力1~6kWのマイクロ波発振器を複数台並べて対応する。大型の装置では、数十台の発振器と導波管などを組み合わせて最大出力200~300kWクラスとしたものもあります。オーブンへの給電導波管を適正に配置することで加熱効率や均一加熱性を向上させています。
図5-2は給電導波管をオーブン天井に設ける場合の配置例を示しています。隣同士の給電導波管の電界方向を直交させることで、隣の給電導波管との間隔が小さくてもお互いに干渉し難く、加熱効率を落とすことがありません。給電導波管を千鳥状に配置することもあります。発振器の数が多い場合は、コンベアベルトの幅方向に導波管を2例、3列と配置することもあります。照射口にスターラとよばれる金属の回転反射体をつけ、電界をオーブン内に攪拌させて均一加熱化を図ることも多いです。尚、被乾燥物の背が高い場合には、オーブンの両側面或いは底面に給電導波管を取り付けることもああります。
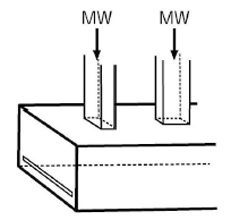
図5-2/導波管多給電方式
(2)スロットアンテナ導波管方式
コンベヤベルト幅が1mを超えるような場合、導波管多給電方法での被乾燥物の均一加熱は難しくなります。コンベアベルト幅が広いオーブンには、スロットアンテナ導波管が適しています。図5-3のように導波管の長辺面にマイクロ波を放射するスロットを多数設けたものを、ベルト幅より長くしてオーブンの天井或いは底面側に複数列設けるものです。導波管に切るスロットの位置やサイズを適正にすることで、各スロットよりの放射マイクロ波エネルギー量をほぼ同等にすることができます。コンベアベルト幅が広いオーブンに対してより均一なマイクロ波加熱ができるという利点があります。
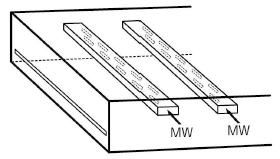
図5-3/スロットアンテナ導波管方式
(3)折り曲げ導波管方式
図5-4に示すようにマイクロ波が伝播している導波管内の最も発生電界強度が高い部位を、薄い被乾燥物が通過するようにしたものです。導波管は、「U」の字状にリターンさせ加熱部を複数本利用することが多いです。加熱導波管を数本以上利用することにより、定在波の位置をずらして加熱ムラを抑制しています。本方式の特長は発生電界強度が高いことであり、迅速な乾燥だけでなく、発泡や膨化処理にも向いています。2450MHzを利用すると被加熱物の厚みは、最大10mm程度までの対応となりますが、915MHzを利用するとより厚いものへの対応が可能となります。
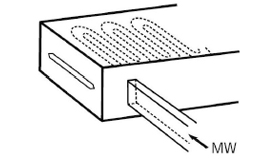
図5-4/折り曲げ導波管方式
電波加熱研究所トップ │ 高周波加熱 技術情報 │ マイクロ波加熱 技術情報 │ 無料で試験いたします │ よくあるご質問
技術情報をさがす 【 業界別でさがす │ 用途別でさがす │ 対象物でさがす │ 技術情報を読む 】