高周波誘電加熱の応用例
高周波誘電加熱による木質材料接着のポイント① 高周波印加の条件
高周波出力を大きくするほど接着層の温度上昇は速くなり、短時間での接着が可能になります。しかし、出力が大きすぎると電界密度が高くなりすぎて、電極間でのスパークや水蒸気の噴射によるパンクなどのトラブルが発生します。また、接着剤と木質材料部に極端な温度差が生じ、あるいは接着層内部に温度差が生じるため、均一な接着がおこなわれず、接着性能が出ません。適切な電界密度を与えるために、加熱方式、木質材料の種類、含水率、接着剤の種類などに応じて、適切な高周波出力を印加することが必要です。
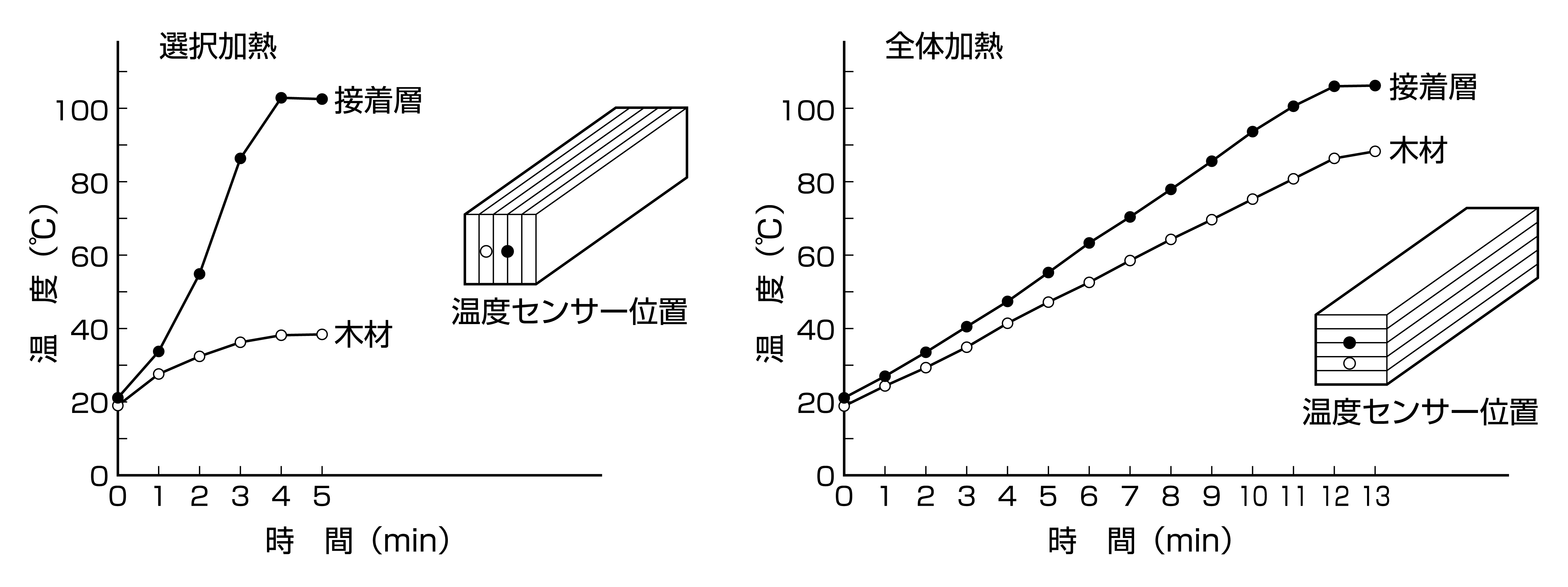
(図7-5-2)は全体加熱と選択加熱による接着層およびも木質部の温度上昇の違いを示したものです。選択加熱のほうが接着層の温度上昇が速く有利であることがわかります。しかし、電極間隔に限界があるため、LVLのような幅のある木質材料には適応できません。
図7-5-2/全体加熱と選択加熱による接着層およびも木質部の温度上昇の違い
高周波誘電加熱による木質材料接着のポイント② 接着剤の条件
高周波誘電加熱に適した接着剤とは、発熱性が高く、スパークの発生が少ないことです。発熱性を高くするには損失係数の大きいものを使うか、あるいは、接着剤に電解質を配合して損失係数を大きくし発熱性を高くすることもできます。しかし、電解質を配合しすぎるとイオン量が多くなりすぎてスパークが発生しやくなるという問題も生じます。
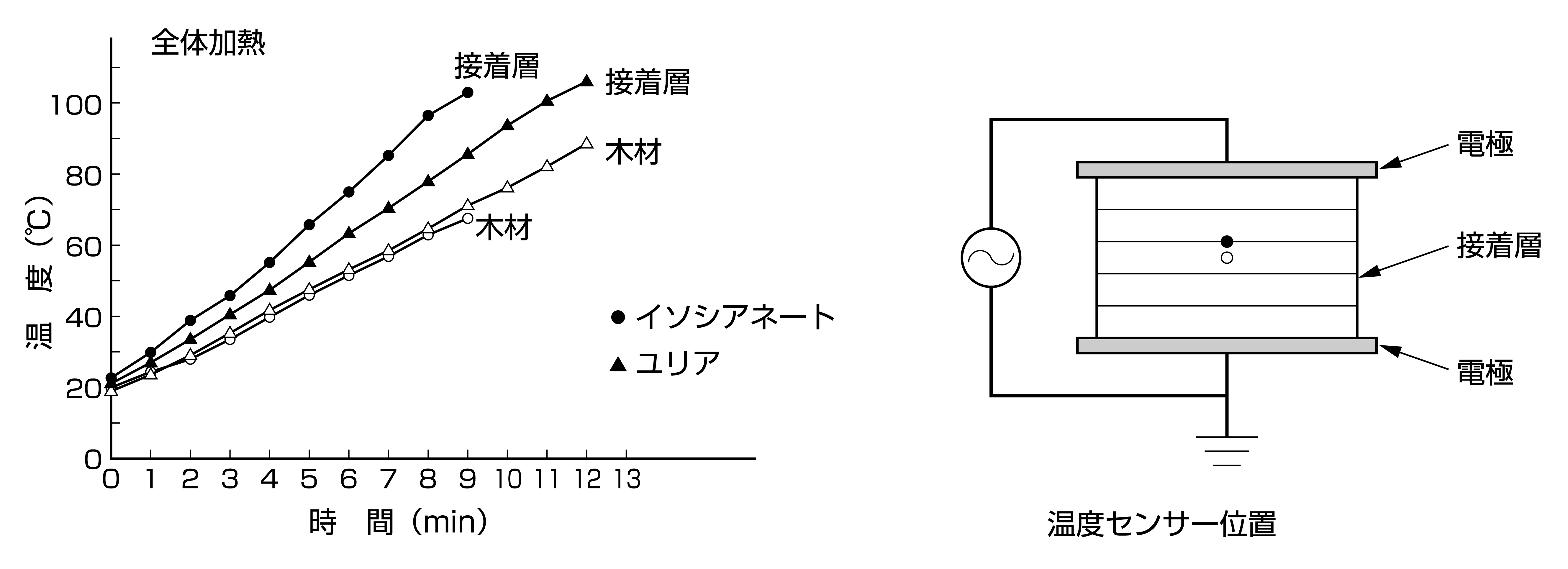
(図7-5-3)は接着剤の種類によって接着層の温度上昇が異なることを示したものです。水性高分子イソシアネート樹脂系のほうがユリア樹脂系よりも、約20%程度温度上昇が速いことがわかります。
図図7-5-3/接着剤別の温度上昇曲線
高周波誘電加熱による木質材料接着のポイント③ 木質材料の含水率の条件
木材は含水率が高いほど損失係数は大きくなります。それは、水が非常に損失係数の大きな物質であるからです。そのため、高周波誘電加熱により含水率の高い木質材料の接着をおこなうと、木質部分の発熱にエネルギーが奪われて、接着層を効率的に加熱できません。また、加熱により水分が接着層に移行して、パンクが発生したり、接着性能の低下を招く恐れがあります。
このように含水率が高いと問題が多くなるので、高周波誘電加熱による木質材料の接着では含水率管理が非常に重要となります。通常、含水率は10%±3%程度に調整してから加熱されます。
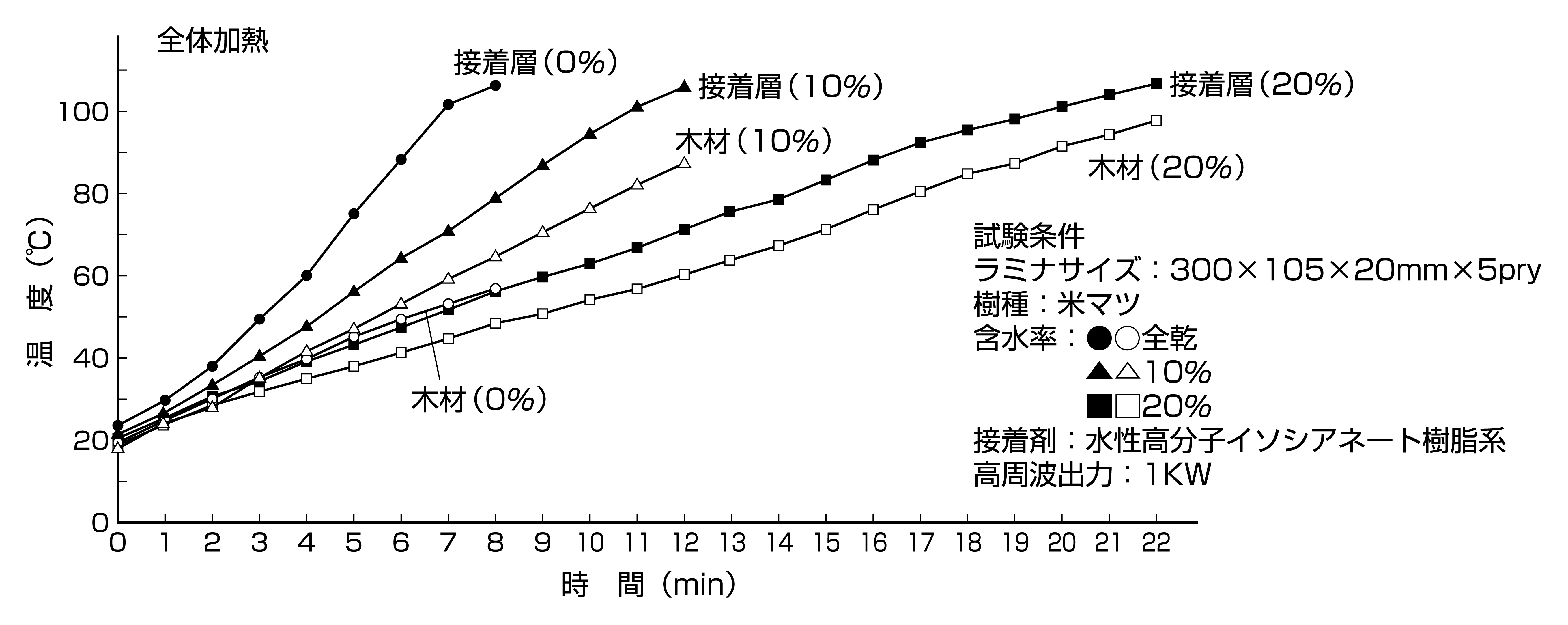
(図7-5-4)は含水率の違いによる、接着層と木材と温度上昇の差を示したグラフです。ご覧のとおり、全乾の木材の接着層(●印のプロット)が一番、効率的に発熱していることがわかります。
図7-5-4/含水率別の温度上昇曲線
なお、損失係数は樹種によっても異なります。一般的には比重の大きい樹種のほうが小さなものよりも損失係数は高くなります。しかし、実際には、樹種の違いよりも含水率の影響のほうが大きく、なおかつ、より選択的に接着部が選択加熱されるので、樹種の違いは接着条件に大きな影響は与えません。
電波加熱研究所トップ │ 高周波加熱 技術情報 │ マイクロ波加熱 技術情報 │ 無料で試験いたします │ よくあるご質問
技術情報をさがす 【 業界別でさがす │ 用途別でさがす │ 対象物でさがす │ 技術情報を読む 】